Le vilebrequin est la principale pièce tournante du moteur. Une fois la bielle installée, elle peut entreprendre le mouvement de haut en bas (alternatif) de la bielle et la transformer en un mouvement cyclique (rotatif).
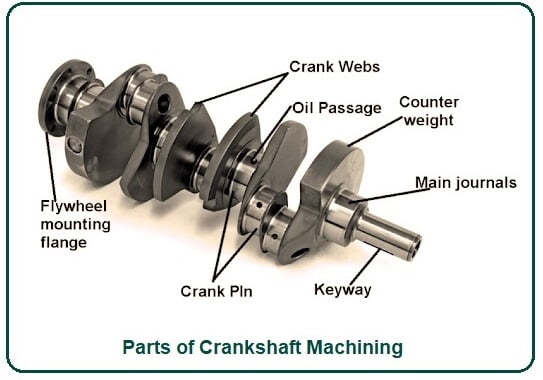
C'est une partie importante du moteur. Son matériau est en acier de construction au carbone ou en fonte ductile. Il comporte deux parties importantes : le tourillon principal, le tourillon de bielle (et autres). Le tourillon principal est installé sur le bloc-cylindres, le tourillon de bielle est relié au trou de grande extrémité de la bielle et le petit trou d'extrémité de la bielle est relié au piston du cylindre, qui est un mécanisme de manivelle-curseur typique .
Technologie de traitement du vilebrequin
Bien qu'il existe de nombreux types de vilebrequins et que certains détails structurels soient différents, la technologie de traitement est à peu près la même.
Introduction au processus principal
(1) Fraisage externe du tourillon principal de vilebrequin et du tourillon de bielle Pendant le traitement des pièces de vilebrequin, en raison de l'influence de la structure de la fraise à disque elle-même, le tranchant et la pièce à usiner sont toujours en contact intermittent avec la pièce à usiner, et il y a un impact. Par conséquent, le lien de dégagement est contrôlé dans l'ensemble du système de coupe de la machine-outil, ce qui réduit les vibrations provoquées par le jeu de mouvement pendant le processus d'usinage, améliorant ainsi la précision d'usinage et la durée de vie de l'outil.
(2) Meulage du tourillon principal de vilebrequin et du tourillon de bielle La méthode de meulage de suivi prend la ligne centrale du tourillon principal comme centre de rotation et termine la rectification du tourillon de bielle de vilebrequin en un seul serrage (elle peut également être utilisée pour le tourillon principal meulage des tourillons), meulage La méthode de coupe des tourillons de bielle consiste à contrôler l'avance de la meule et la liaison à deux axes du mouvement de rotation de la pièce à usiner via CNC pour compléter l'alimentation du vilebrequin. La méthode de meulage de suivi adopte un serrage et termine le meulage du tourillon principal du vilebrequin et du tourillon de bielle tour à tour sur une rectifieuse CNC, ce qui peut réduire efficacement les coûts d'équipement, réduire les coûts de traitement et améliorer la précision du traitement et l'efficacité de la production.
(3) La machine-outil de laminage de filet de tourillon principal de vilebrequin et de tourillon de bielle est utilisée pour améliorer la résistance à la fatigue du vilebrequin. Selon les statistiques, la durée de vie du vilebrequin en fonte ductile après laminage du filet peut être augmentée de 120 % à 230 % ; la durée de vie des vilebrequins en acier forgé après laminage de filet peut être augmentée de 70 % à 130 %. La puissance de rotation du laminoir provient de la rotation du vilebrequin, qui entraîne la rotation des rouleaux de la tête de laminage, et la pression des rouleaux est mise en œuvre par le cylindre d'huile.
