Коленчатый вал является основной вращающейся частью двигателя. После установки шатуна он может совершать возвратно-поступательные движения шатуна вверх и вниз и превращать его в циклическое (вращательное) движение.
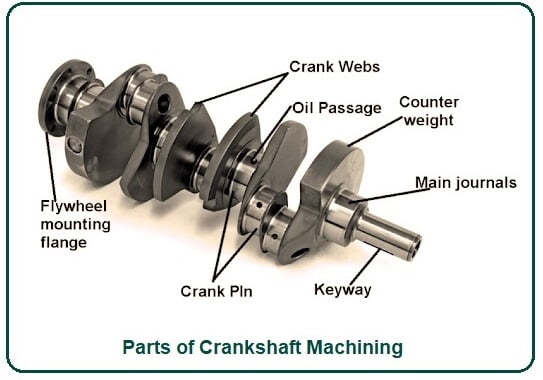
Это важная часть двигателя. Его материал изготовлен из углеродистой конструкционной стали или ковкого чугуна. Он имеет две важные части: основную шейку, шатунную шейку (и другие). Основная шейка установлена на блоке цилиндров, шатунная шейка соединена с большим концевым отверстием шатуна, а малое концевое отверстие шатуна соединено с поршнем цилиндра, который представляет собой типичный кривошипно-ползунковый механизм. .
Технология обработки коленчатого вала
Хотя существует множество типов коленчатых валов и некоторые конструктивные детали различаются, технология обработки примерно одинакова.
Введение основного процесса
(1) Наружное фрезерование коренной шейки коленчатого вала и шатунной шейки. Во время обработки деталей коленчатого вала из-за влияния конструкции самой дисковой фрезы режущая кромка и заготовка всегда находятся в прерывистом контакте с заготовкой, и есть влияние. Таким образом, звено зазора контролируется во всей режущей системе станка, что снижает вибрацию, вызванную зазором перемещения во время процесса обработки, тем самым повышая точность обработки и срок службы инструмента.
(2) Шлифование главной шейки коленчатого вала и шатунной шейки. Метод следящего шлифования принимает центральную линию главной шейки в качестве центра вращения и завершает шлифование шатунной шейки коленчатого вала за один зажим (его также можно использовать для основных шеек коленчатого вала). шлифование шеек), шлифование Метод нарезания шатунных шеек заключается в контроле подачи шлифовального круга и двухосной связи вращательного движения заготовки через ЧПУ для завершения подачи коленчатого вала. Метод следящего шлифования предполагает одно зажимание и завершает шлифование главной шейки коленчатого вала и шатунной шейки поочередно на шлифовальном станке с ЧПУ, что позволяет эффективно снизить затраты на оборудование, снизить затраты на обработку, а также повысить точность обработки и эффективность производства.
(3) Станок для накатки угловых шеек коленчатого вала и шатунных шеек используется для повышения усталостной прочности коленчатого вала. По статистике срок службы коленчатого вала из высокопрочного чугуна после угловой прокатки может быть увеличен на 120–230 %; Срок службы коленчатых валов из кованой стали после угловой прокатки может быть увеличен на 70–130%. Вращательная сила прокатки возникает за счет вращения коленчатого вала, который приводит во вращение ролики прокатной головки, а давление роликов осуществляется масляным цилиндром.
