Krank mili dvigatelning asosiy aylanadigan qismidir. Birlashtiruvchi novda o'rnatilgandan so'ng, u birlashtiruvchi novdaning yuqoriga va pastga (o'zaro) harakatini amalga oshirishi va uni tsiklik (aylanuvchi) harakatga aylantirishi mumkin.
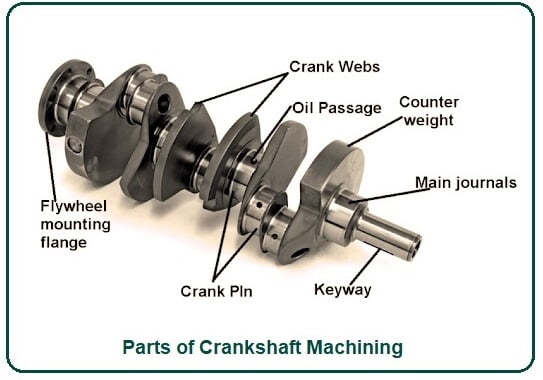
Bu dvigatelning muhim qismidir. Uning materiali uglerodli konstruktiv po'latdan yoki egiluvchan temirdan yasalgan. U ikkita muhim qismdan iborat: asosiy jurnal, birlashtiruvchi novda jurnali (va boshqalar). Asosiy jurnal silindr blokiga o'rnatiladi, birlashtiruvchi rod jurnali birlashtiruvchi novdaning katta uchi teshigi bilan bog'lanadi va birlashtiruvchi novdaning kichik uchi teshigi silindrli piston bilan bog'lanadi, bu odatiy krank-slayder mexanizmidir. .
Krank milini qayta ishlash texnologiyasi
Krank milining ko'p turlari mavjud bo'lsa-da va ba'zi strukturaviy detallar boshqacha bo'lsa-da, ishlov berish texnologiyasi taxminan bir xil.
Asosiy jarayon bilan tanishish
(1) Krank mili asosiy jurnali va birlashtiruvchi rod jurnalini tashqi frezalash. Krank mili qismlarini qayta ishlash jarayonida, diskli frezaning tuzilishining ta'siri tufayli, chiqib ketish tomoni va ishlov beriladigan qism har doim ish qismi bilan uzluksiz aloqada bo'ladi va ta'siri bor. Shu sababli, tozalash rishtasi dastgohning butun kesish tizimida boshqariladi, bu ishlov berish jarayonida harakatlanish bo'shlig'idan kelib chiqadigan tebranishlarni kamaytiradi va shu bilan ishlov berishning aniqligini va asbobning xizmat qilish muddatini yaxshilaydi.
(2) Krank milining asosiy jurnali va birlashtiruvchi novda jurnalini silliqlash Kuzatuv silliqlash usuli asosiy jurnalning markaziy chizig'ini aylanish markazi sifatida oladi va krank milining birlashtiruvchi novda jurnalini bitta qisishda silliqlashni yakunlaydi (u asosiy uchun ham ishlatilishi mumkin) Jurnal silliqlash), silliqlash Birlashtiruvchi novda jurnallarini kesish usuli silliqlash g'ildiragining beslemesini va aylanish harakatining ikki o'qli ulanishini nazorat qilishdan iborat. krank milining beslemesini bajarish uchun CNC orqali ishlov beriladigan qism. Kuzatuv silliqlash usuli bitta qisqichni qabul qiladi va CNC silliqlash mashinasida navbatma-navbat krank mili asosiy jurnalini va ulash novdasi jurnalini silliqlashni yakunlaydi, bu esa uskunaning narxini samarali ravishda kamaytirishi, ishlov berish xarajatlarini kamaytirishi va ishlov berishning aniqligi va ishlab chiqarish samaradorligini oshirishi mumkin.
(3) Krank milining charchoq kuchini yaxshilash uchun krank mili asosiy jurnali va birlashtiruvchi novda jurnali filetosini rulonli dastgoh asbobi ishlatiladi. Statistik ma'lumotlarga ko'ra, fileto prokatidan keyin egiluvchan temir krank milining ishlash muddati 120% dan 230% gacha oshirilishi mumkin; fileto prokatidan so'ng zarb qilingan po'latdan yasalgan krank milining ishlash muddati 70% dan 130% gacha oshirilishi mumkin. Prokatning aylanish kuchi aylanma boshidagi roliklarni aylantirish uchun harakatga keltiradigan krank milining aylanishidan kelib chiqadi va rulonlarning bosimi yog 'tsilindri tomonidan amalga oshiriladi.
