Charchoq sinishi metall komponentlarning sinishining asosiy shakllaridan biridir. Wöhlerning klassik charchoq ishi nashr etilgandan beri turli xil yuklar va atrof-muhit sharoitlarida sinovdan o'tkazilganda turli materiallarning charchoq xususiyatlari to'liq o'rganildi. Garchi charchoq bilan bog'liq muammolar ko'pchilik muhandislar va dizaynerlar tomonidan sezilgan bo'lsa-da va katta miqdordagi eksperimental ma'lumotlar to'plangan bo'lsa-da, hali ham charchoqning sinishidan aziyat chekadigan ko'plab uskunalar va mashinalar mavjud.
Mexanik qismlarning charchoq sinishi buzilishining ko'plab shakllari mavjud:
*Oʻzgaruvchan yuklarning turli shakllariga koʻra uni quyidagilarga boʻlish mumkin: taranglik va siqilish charchoqlari, egilish charchoqlari, burilish charchoqlari, kontakt charchoqlari, tebranish charchoqlari va boshqalar;
*charchoq sinishining umumiy sikllarining kattaligiga koʻra (Nf), uni quyidagilarga boʻlish mumkin: yuqori sikl charchoq (Nf>10⁵) va past sikl charchoq (Nf<10⁴);
*Xizmat ko'rsatadigan qismlarning harorat va o'rta sharoitlariga ko'ra, uni quyidagilarga bo'lish mumkin: mexanik charchoq (normal harorat, havoda charchoq), yuqori haroratli charchoq, past haroratli charchoq, sovuq va issiqlik charchoqlari va korroziya charchoqlari.
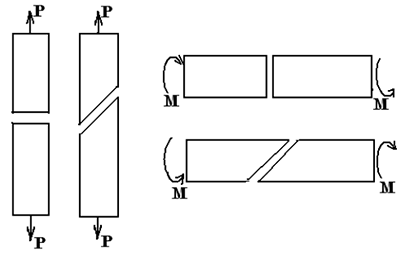
Ammo faqat ikkita asosiy shakl mavjud, ya'ni kesish kuchlanishidan kelib chiqqan kesish charchoqlari va oddiy stressdan kelib chiqadigan oddiy sinish charchoqlari. Charchoq sinishining boshqa shakllari turli sharoitlarda bu ikki asosiy shaklning birikmasidir.
Ko'p milya qismlarining sinishi, asosan, aylanma egilish charchoq yoriqlaridir. Aylanadigan egilish charchoq sinishi paytida, charchoq manbai maydoni odatda sirtda paydo bo'ladi, lekin aniq joy yo'q va charchoq manbalarining soni bir yoki bir nechta bo'lishi mumkin. Charchoq manbai zonasi va oxirgi sinish zonasining nisbiy pozitsiyalari odatda har doim milning aylanish yo'nalishiga nisbatan burchak bilan teskari bo'ladi. Bundan, milning aylanish yo'nalishi charchoq manbai mintaqasi va oxirgi sinish hududining nisbiy holatidan kelib chiqishi mumkin.
Milning yuzasida katta stress kontsentratsiyasi mavjud bo'lganda, bir nechta charchoq manbai hududlari paydo bo'lishi mumkin. Bu vaqtda oxirgi sinish zonasi milning ichki qismiga o'tadi.