Колінчастий вал є основною обертовою частиною двигуна. Після того, як шатун встановлено, він може здійснювати рух шатуна вгору та вниз (зворотно-поступальний) і перетворювати його на циклічний (обертовий) рух.
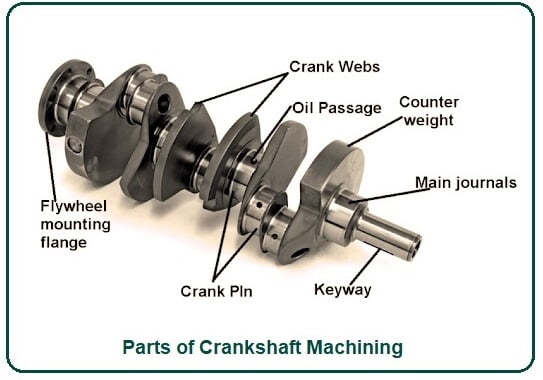
Це важлива частина двигуна. Його матеріал виготовляється з вуглецевої конструкційної сталі або ковкого чавуну. Має дві важливі частини: головну шийку, шатунну шийку (та інші). Головна шийка встановлена на блоці циліндрів, шатунна шийка з’єднана з великим торцевим отвором шатуна, а малий торцевий отвір шатуна з’єднаний з поршнем циліндра, який є типовим кривошипно-повзунним механізмом. .
Технологія обробки колінчастого вала
Незважаючи на те, що типів колінчастих валів багато і деякі деталі конструкції відрізняються, технологія обробки приблизно однакова.
Вступ до основного процесу
(1) Зовнішнє фрезерування основної шийки колінчастого вала та шийки шатуна Під час обробки деталей колінчастого вала, через вплив структури самої дискової фрези, ріжуча кромка та заготовка завжди перебувають у переривчастому контакті з заготовкою, і є вплив. Таким чином, ланка зазору контролюється у всій системі різання верстата, що зменшує вібрацію, спричинену зазором руху під час процесу обробки, тим самим покращуючи точність обробки та термін служби інструменту.
(2) Шліфування головної шийки колінчастого вала та шийки шатуна. Метод шліфування з відстеженням бере осьову лінію головної шийки як центр обертання та завершує шліфування шийки шатуна колінчастого вала одним затисканням (його також можна використовувати для головної шийки). шліфування шатуна), шліфування Спосіб нарізання шатунних шийок полягає в регулюванні подачі шліфувального круга та двоосьовий зв'язок обертального руху заготовки через ЧПУ для завершення подачі колінчастого вала. Метод відстеження шліфування використовує один затиск і завершує шліфування основної шийки колінчастого вала та шийки шатуна по черзі на шліфувальному верстаті з ЧПК, що може ефективно зменшити витрати на обладнання, зменшити витрати на обробку та підвищити точність обробки та ефективність виробництва.
(3) Верстат для прокатки головної шийки колінчастого вала та шийки шатуна використовується для підвищення втомної міцності колінчастого вала. Згідно зі статистичними даними, термін служби колінчастого вала з ковкого чавуну після галтової прокатки можна збільшити на 120-230%; термін служби кованих сталевих колінчастих валів після галтової прокатки може бути збільшений на 70% - 130%. Обертальна потужність кочення походить від обертання колінчастого вала, який приводить в обертання ролики в головці кочення, а тиск роликів здійснюється масляним циліндром.
