Yorulma kırılması metal bileşenlerin ana kırılma biçimlerinden biridir. Wöhler'in klasik yorulma çalışmasının yayınlanmasından bu yana, farklı malzemelerin çeşitli yükler ve çevre koşulları altında test edildiğinde yorulma özellikleri tam olarak incelenmiştir. Yorulma sorunları çoğu mühendis ve tasarımcı tarafından fark edilmiş ve çok miktarda deneysel veri birikmiş olmasına rağmen, hala yorulma kırılmalarından muzdarip birçok ekipman ve makine bulunmaktadır.
Mekanik parçalarda yorulma kırılması arızasının birçok türü vardır:
*Alternatif yüklerin farklı biçimlerine göre şu şekilde ayrılabilir: çekme ve basma yorgunluğu, bükülme yorgunluğu, burulma yorgunluğu, temas yorgunluğu, titreşim yorgunluğu vb.;
*Yorulma kırılmasının toplam döngülerinin boyutuna (Nf) göre, şu şekilde ayrılabilir: yüksek döngülü yorgunluk (Nf>10⁵) ve düşük döngülü yorgunluk (Nf<10⁴);
* Servisteki parçaların sıcaklık ve ortam koşullarına göre şu şekilde ayrılabilir: mekanik yorulma (normal sıcaklık, havadaki yorgunluk), yüksek sıcaklık yorgunluğu, düşük sıcaklık yorgunluğu, soğuk ve sıcak yorgunluğu ve korozyon yorgunluğu.
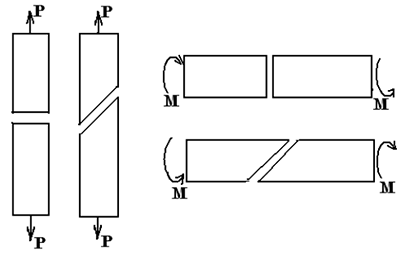
Ancak sadece iki temel form vardır; kayma gerilmesinden kaynaklanan kayma yorulması ve normal gerilmeden kaynaklanan normal kırılma yorgunluğu. Yorulma kırılmasının diğer formları bu iki temel formun farklı koşullar altında birleşimidir.
Birçok şaft parçasındaki kırıklar çoğunlukla rotasyonel eğilme yorulma kırıklarıdır. Dönel eğilme yorulma kırılması sırasında yorulma kaynağı alanı genellikle yüzeyde görünür ancak sabit bir konum yoktur ve yorulma kaynaklarının sayısı bir veya daha fazla olabilir. Yorgunluk kaynak bölgesinin ve son kırılma bölgesinin göreceli konumları genellikle her zaman şaftın dönme yönüne göre bir açıyla ters çevrilir. Buradan, yorulma kaynağı bölgesinin ve son kırılma bölgesinin göreceli konumundan şaftın dönme yönü çıkarılabilir.
Şaftın yüzeyinde büyük bir gerilim konsantrasyonu olduğunda, birden fazla yorulma kaynağı bölgesi ortaya çıkabilir. Bu noktada son kırılma bölgesi şaftın iç kısmına doğru hareket edecektir.