Vevaxeln är den huvudsakliga roterande delen av motorn. Efter att vevstaken är installerad kan den utföra vevstakens upp- och nedåtgående (fram- och återgående) rörelse och förvandla den till en cyklisk (roterande) rörelse.
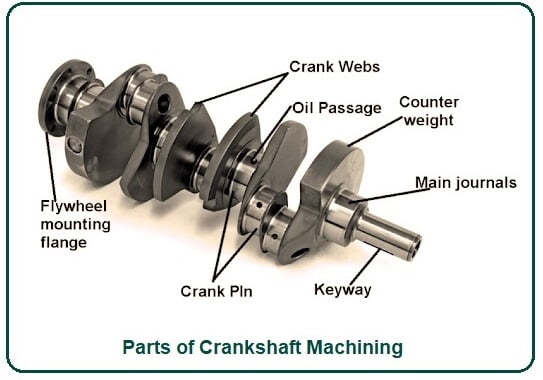
Det är en viktig del av motorn. Dess material är tillverkat av kolkonstruktionsstål eller segjärn. Den har två viktiga delar: huvudtappen, vevstångstappen (och andra). Huvudtappen är installerad på cylinderblocket, vevstångstappen är ansluten till vevstakens stora ändhål och vevstakens lilla ändhål är ansluten till cylinderkolven, som är en typisk vevskjutmekanism .
Bearbetningsteknik för vevaxel
Även om det finns många typer av vevaxlar och vissa strukturella detaljer är olika, är bearbetningstekniken ungefär densamma.
Huvudprocessintroduktion
(1) Extern fräsning av vevaxelns huvudtapp och vevstakestappen Under bearbetningen av vevaxeldelar, på grund av påverkan av själva skivfräsen, är skäreggen och arbetsstycket alltid i intermittent kontakt med arbetsstycket, och det finns en påverkan. Därför styrs släppningslänken i hela verktygsmaskinens skärsystem, vilket minskar vibrationen som orsakas av rörelsespelet under bearbetningsprocessen, vilket förbättrar bearbetningsnoggrannheten och verktygets livslängd.
(2) Slipning av vevaxelns huvudaxeltapp och vevstångsaxeltappen Spårningsslipningsmetoden tar huvudaxelns centrumlinje som rotationscentrum och slutför slipningen av vevaxelns vevstakstapp i en fastspänning (den kan också användas för huvudtappen tappslipning), slipning Metoden för att skära vevstångstappar är att styra slipskivans matning och den tvåaxliga länkningen av den roterande rörelsen av arbetsstycket genom CNC för att slutföra matningen av vevaxeln. Spårningsslipmetoden använder en fastspänning och avslutar slipningen av vevaxelns huvudtapp och vevstångsaxeln i sin tur på en CNC-slipmaskin, vilket effektivt kan minska utrustningskostnaderna, minska bearbetningskostnaderna och förbättra bearbetningsnoggrannheten och produktionseffektiviteten.
(3) Vevaxelns huvudtapp och vevstångstappen för rullningsmaskinen används för att förbättra utmattningshållfastheten hos vevaxeln. Enligt statistik kan livslängden för vevaxeln av segjärn efter filévalsning ökas med 120% till 230%; livslängden på smidda stålvevaxlar efter kälvalsning kan ökas med 70 % till 130 %. Rullens rotationskraft kommer från rotationen av vevaxeln, som driver rullarna i rullhuvudet att rotera, och rullarnas tryck implementeras av oljecylindern.
