Wał korbowy jest główną obracającą się częścią silnika. Po zamontowaniu korbowodu może on wykonywać ruch korbowodu w górę i w dół (posuwisto-zwrotny) i zamieniać go w ruch cykliczny (obrotowy).
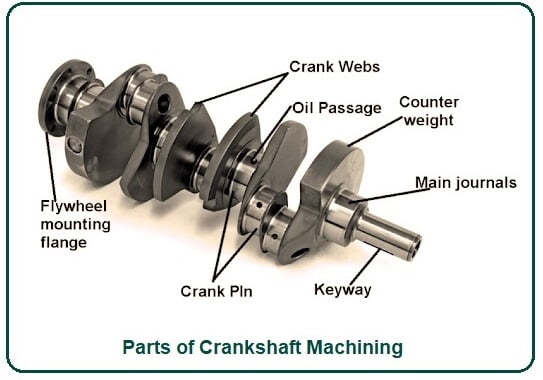
Jest to ważna część silnika. Jego materiał jest wykonany ze stali konstrukcyjnej węglowej lub żeliwa sferoidalnego. Składa się z dwóch ważnych części: czopa głównego, czopa korbowodu (i innych). Czop główny montowany jest na bloku cylindrów, czop korbowodu łączy się z dużym otworem końcowym korbowodu, a mały otwór końcowy korbowodu łączy się z tłokiem cylindra, co jest typowym mechanizmem korbowo-suwakowym .
Technologia obróbki wału korbowego
Chociaż istnieje wiele typów wałów korbowych i niektóre szczegóły konstrukcyjne są różne, technologia przetwarzania jest z grubsza taka sama.
Wprowadzenie do głównego procesu
(1) Frezowanie zewnętrzne czopa głównego wału korbowego i czopa korbowodu Podczas obróbki części wału korbowego, pod wpływem konstrukcji samego frezu tarczowego, krawędź skrawająca i przedmiot obrabiany zawsze mają przerywany kontakt z przedmiotem obrabianym, oraz jest wpływ. Dzięki temu w całym układzie skrawania obrabiarki kontrolowane jest ogniwo luzu, co zmniejsza drgania powstałe na skutek luzu ruchu podczas procesu obróbki, poprawiając w ten sposób dokładność obróbki i żywotność narzędzia.
(2) Szlifowanie czopa głównego wału korbowego i czopa korbowodu Metoda szlifowania śledzącego przyjmuje linię środkową czopa głównego jako środek obrotu i kończy szlifowanie czopa korbowodu wału korbowego w jednym zamocowaniu (można ją również zastosować do głównego szlifowanie czopów), szlifowanie Metoda wycinania czopów korbowodów polega na kontrolowaniu posuwu ściernicy i dwuosiowego połączenia ruchu obrotowego przedmiotu obrabianego za pomocą CNC w celu uzupełnienia posuwu wału korbowego. Metoda szlifowania śledzącego przyjmuje jedno mocowanie i kończy szlifowanie czopa głównego wału korbowego i czopa korbowodu z kolei na szlifierce CNC, co może skutecznie obniżyć koszty sprzętu, obniżyć koszty przetwarzania oraz poprawić dokładność przetwarzania i wydajność produkcji.
(3) Czop główny wału korbowego i obrabiarka do walcowania czopu korbowodu służą do poprawy wytrzymałości zmęczeniowej wału korbowego. Według statystyk żywotność wału korbowego z żeliwa sferoidalnego po walcowaniu filetowym można zwiększyć o 120% do 230%; żywotność wałów korbowych ze stali kutej po walcowaniu filetowym można zwiększyć o 70% do 130%. Siła obrotowa walcowania pochodzi z obrotu wału korbowego, który wprawia w ruch rolki w głowicy walcowniczej, a docisk rolek realizowany jest przez cylinder olejowy.
