Veivakselen er den viktigste roterende delen av motoren. Etter at koblingsstangen er installert, kan den foreta opp og ned (frem- og tilbakegående) bevegelse av koblingsstangen og gjøre den til en syklisk (roterende) bevegelse.
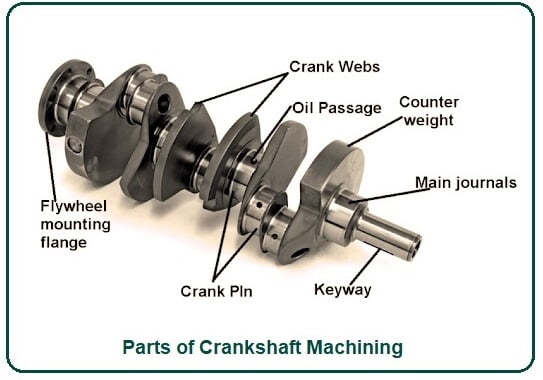
Det er en viktig del av motoren. Materialet er laget av karbonkonstruksjonsstål eller duktilt jern. Den har to viktige deler: hovedtappen, vevstangstappen (og andre). Hovedtappen er installert på sylinderblokken, koblingsstangtappen er forbundet med det store endehullet på koblingsstangen, og det lille endehullet til koblingsstangen er forbundet med sylinderstempelet, som er en typisk sveiv-glidemekanisme .
Veivakselbehandlingsteknologi
Selv om det finnes mange typer veivaksler og noen strukturelle detaljer er forskjellige, er prosesseringsteknologien omtrent den samme.
Hovedprosessintroduksjon
(1) Utvendig fresing av veivakselhovedtappen og vevstangtappen Under bearbeiding av veivakseldeler, på grunn av påvirkningen av strukturen til selve skivefreseren, er skjærekanten og arbeidsstykket alltid i intermitterende kontakt med arbeidsstykket, og det er en innvirkning. Derfor styres klaringsleddet i hele skjæresystemet til verktøymaskinen, noe som reduserer vibrasjonen forårsaket av bevegelsesklaringen under bearbeidingsprosessen, og forbedrer dermed maskineringsnøyaktigheten og verktøyets levetid.
(2) Sliping av veivakselhovedtappen og vevstangtappen Sporingsslipemetoden tar senterlinjen til hovedtappen som rotasjonssenter, og fullfører slipingen av veivakselens vevstangtapp i én klemme (den kan også brukes til hovedtappen) journalsliping), sliping Metoden for å skjære vevstangstapene er å kontrollere matingen til slipeskiven og den to-akse koblingen til rotasjonsbevegelsen av arbeidsstykket gjennom CNC for å fullføre matingen av veivakselen. Sporingsslipemetoden bruker en klemme og fullfører slipingen av veivakselens hovedtapp og vevstangtappen på en CNC-slipemaskin, som effektivt kan redusere utstyrskostnadene, redusere prosesseringskostnadene og forbedre prosesseringsnøyaktigheten og produksjonseffektiviteten.
(3) Veivakselens hovedtapp og koblingsstangtappen filetrullende maskinverktøy brukes til å forbedre utmattingsstyrken til veivakselen. I følge statistikk kan levetiden til veivakselen av duktilt jern etter filetrulling økes med 120% til 230%; levetiden til smidde stålveivaksler etter filetvalsing kan økes med 70 % til 130 %. Rotasjonskraften til rullingen kommer fra rotasjonen av veivakselen, som driver rullene i rullehodet til å rotere, og trykket på rullene implementeres av oljesylinderen.
