Kloķvārpsta ir galvenā dzinēja rotējošā daļa. Pēc savienojošā stieņa uzstādīšanas tas var veikt savienojošā stieņa kustību uz augšu un uz leju (turp un atpakaļ) un pārvērst to cikliskā (rotējošā) kustībā.
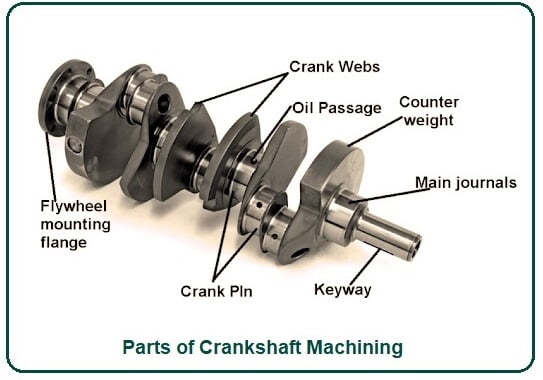
Tā ir svarīga dzinēja sastāvdaļa. Tās materiāls ir izgatavots no oglekļa strukturālā tērauda vai kaļamā čuguna. Tam ir divas svarīgas daļas: galvenais žurnāls, klaņi (un citi). Galvenais stienis ir uzstādīts uz cilindru bloka, klaņi ir savienots ar savienojuma stieņa lielo gala caurumu, un savienojošā stieņa mazais gala caurums ir savienots ar cilindra virzuli, kas ir tipisks kloķa-slīdņa mehānisms. .
Kloķvārpstas apstrādes tehnoloģija
Lai gan ir daudz veidu kloķvārpstas un dažas konstrukcijas detaļas atšķiras, apstrādes tehnoloģija ir aptuveni vienāda.
Galvenā procesa ievads
(1) Kloķvārpstas galvenā kakliņa un klaņa kakta ārējā frēzēšana Kloķvārpstas detaļu apstrādes laikā pašas diska frēzes struktūras ietekmes dēļ griešanas mala un apstrādājamā detaļa vienmēr ir intermitējošā saskarē ar sagatavi, un ir ietekme. Tāpēc visā darbgalda griešanas sistēmā tiek kontrolēta klīrensa saite, kas samazina vibrāciju, ko apstrādes procesa laikā rada kustības klīrenss, tādējādi uzlabojot apstrādes precizitāti un instrumenta kalpošanas laiku.
(2) Kloķvārpstas galvenā kakliņa un klaņa kakliņa slīpēšana Sekošanas slīpēšanas metode izmanto galvenā kakliņa viduslīniju kā griešanās centru un pabeidz kloķvārpstas savienojošā stieņa kakliņa slīpēšanu vienā iespīlē (to var izmantot arī galvenajam kakliņu slīpēšana), slīpēšana Savienojošo stieņu tapu griešanas metode ir kontrolēt slīpripas padevi un sagataves rotējošās kustības divu asu savienojumu caur CNC līdz pabeidziet kloķvārpstas padevi. Sekošanas slīpēšanas metode izmanto vienu iespīlēšanu un pabeidz kloķvārpstas galvenā kakta un savienojošā stieņa kakta slīpēšanu CNC slīpmašīnā, kas var efektīvi samazināt aprīkojuma izmaksas, samazināt apstrādes izmaksas un uzlabot apstrādes precizitāti un ražošanas efektivitāti.
(3) Kloķvārpstas galvenā žurnāla un savienojošā stieņa kakta velmēšanas darbgalda tiek izmantota, lai uzlabotu kloķvārpstas noguruma izturību. Saskaņā ar statistiku, kaļamā čuguna kloķvārpstas kalpošanas laiku pēc filejas velmēšanas var palielināt par 120% līdz 230%; Kalto tērauda kloķvārpstu kalpošanas laiku pēc filejas velmēšanas var palielināt par 70% līdz 130%. Velmēšanas rotācijas jauda rodas no kloķvārpstas rotācijas, kas virza rites galviņā esošos veltņus, lai grieztos, un veltņu spiedienu nodrošina eļļas cilindrs.
