Alkūninis velenas yra pagrindinė besisukanti variklio dalis. Sumontavus švaistiklį, jis gali atlikti švaistiklio judėjimą aukštyn ir žemyn (sukamuoju) ir paversti jį cikliniu (sukamuoju) judesiu.
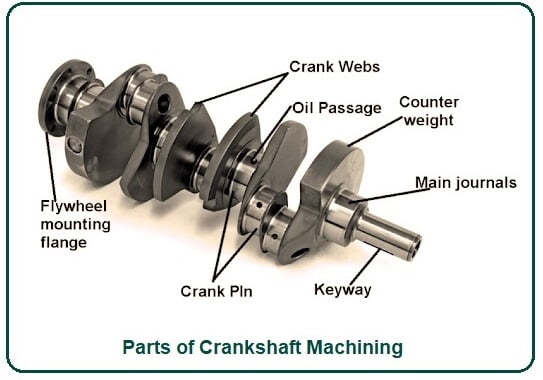
Tai svarbi variklio dalis. Jo medžiaga pagaminta iš anglinio konstrukcinio plieno arba kaliojo ketaus. Jis turi dvi svarbias dalis: pagrindinį kakliuką, švaistiklio kakliuką (ir kitas). Pagrindinis kakliukas yra sumontuotas ant cilindrų bloko, švaistiklio kakliukas yra sujungtas su didžiąja švaistiklio galo anga, o mažoji švaistiklio galo anga yra sujungta su cilindro stūmokliu, kuris yra tipiškas švaistiklio-slankiklio mechanizmas. .
Alkūninio veleno apdorojimo technologija
Nors yra daug alkūninių velenų tipų, o kai kurios konstrukcinės detalės skiriasi, apdirbimo technologija yra maždaug tokia pati.
Pagrindinio proceso įvadas
(1) Išorinis alkūninio veleno pagrindinio kakliuko ir švaistiklio kakliuko frezavimas Apdorojant alkūninio veleno dalis, dėl paties diskinio frezavimo frezos struktūros įtakos pjovimo briauna ir ruošinys visada su pertrūkiais liečiasi su ruošiniu ir yra poveikis. Todėl visoje staklių pjovimo sistemoje yra valdoma tarpinė jungtis, kuri sumažina vibraciją, kurią sukelia judėjimo tarpas apdirbimo proceso metu, taip pagerindamas apdirbimo tikslumą ir įrankio tarnavimo laiką.
(2) Alkūninio veleno pagrindinio kakliuko ir švaistiklio kakliuko šlifavimas Sekantinis šlifavimo metodas paima pagrindinio kakliuko centrinę liniją kaip sukimosi centrą ir užbaigia alkūninio veleno švaistiklio kakliuko šlifavimą vienu užspaudimu (jis taip pat gali būti naudojamas pagrindiniam kakliui kakliuko šlifavimas), šlifavimas Švaistiklio kakliukų pjovimo būdas yra valdyti šlifavimo disko tiekimą ir ruošinio sukamojo judesio dviejų ašių jungtį per CNC į užbaigti alkūninio veleno padavimą. Stebėjimo šlifavimo metodas priima vieną užspaudimą ir užbaigia alkūninio veleno pagrindinio kakliuko ir švaistiklio kakliuko šlifavimą CNC šlifavimo staklėje, o tai gali veiksmingai sumažinti įrangos sąnaudas, sumažinti apdorojimo išlaidas ir pagerinti apdorojimo tikslumą bei gamybos efektyvumą.
(3) Alkūninio veleno pagrindinio kakliuko ir švaistiklio kakliuko filė valcavimo staklės yra naudojamos siekiant pagerinti alkūninio veleno atsparumą nuovargiui. Remiantis statistika, kaliojo ketaus alkūninio veleno tarnavimo laikas po filė valcavimo gali būti padidintas nuo 120% iki 230%; kaltinių plieninių alkūninių velenų tarnavimo laikas po filė valcavimo gali būti padidintas nuo 70% iki 130%. Riedėjimo sukimosi galia atsiranda dėl alkūninio veleno sukimosi, kuris verčia suktis riedėjimo galvutėje esančius ritinėlius, o ritinėlių slėgį užtikrina alyvos cilindras.
