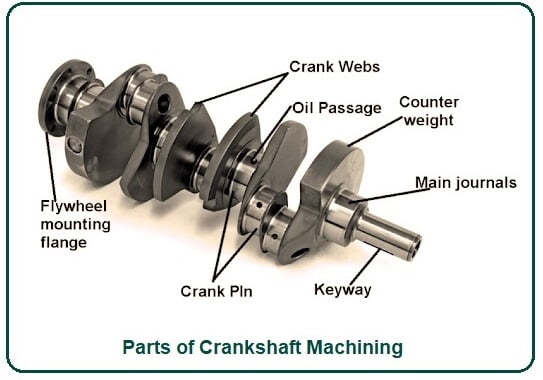
Кранк вал кыймылдаткычтын негизги айлануучу бөлүгү болуп саналат. Шатун орнотулгандан кийин, ал шатундун өйдө-ылдый (өз ара) кыймылын аткарып, аны циклдик (айлануучу) кыймылга айландыра алат.
Бул мотордун маанилүү бөлүгү болуп саналат. Анын материалы көмүртектүү структуралык болоттон же ийкемдүү темирден жасалган. Ал эки маанилүү бөлүктөн турат: негизги журнал, шатун журналы (жана башкалар). Негизги журнал цилиндр блогуна орнотулган, шатундун журналы шатундун чоң четки тешиги менен туташкан, ал эми шатундун кичинекей четки тешиги цилиндр поршени менен туташкан, ал типтүү кривошип-сыдырма механизми болуп саналат. .
Кранк валдарын иштетүү технологиясы
Crankshafts көптөгөн түрлөрү бар жана кээ бир структуралык майда-чүйдөсүнө чейин ар түрдүү болсо да, кайра иштетүү технологиясы болжол менен бирдей.
Негизги процесске киришүү
(1) Кранк валдын негизги журналын жана шатундун журналын сырткы фрезердөө. Иңке валдын тетиктерин иштетүүдө диск фрезанын өзүнүн структурасынын таасиринен улам кесүүчү жээк жана кесүүчү бөлүк ар дайым даяр тетик менен үзгүлтүксүз байланышта болот, жана таасири бар. Ошондуктан, тазалоо звеносу станоктун бүт кесүүчү системасында башкарылат, бул иштетүү процессинде кыймылдын боштугунан келип чыккан титирөөнү азайтат, ошону менен иштетүүнүн тактыгын жана инструменттин иштөө мөөнөтүн жакшыртат.
(2) Кранк валдын негизги журналын жана шатундун журналын жылмалоо Көзөмөлдөөчү жылмалоо ыкмасы негизги журналдын ортоңку сызыгын айлануу борбору катары алат жана бир кысуу менен ирек валдын шатундун журналын майдалоону аяктайт (аны негизги үчүн да колдонсо болот) жармалоо), майдалоо Шатундук журналдарды кесүү ыкмасы – жылмалоочу дөңгөлөктүн берилишин жана тегеректин айлануучу кыймылынын эки огу менен байланышын көзөмөлдөө. CNC аркылуу workpiece crankshaft менен толуктоо үчүн. Көз салуу майдалоо ыкмасы бир кысууну кабыл алат жана CNC майдалоочу станокто өз кезегинде кранквалдын негизги журналын жана шатун журналын майдалоону аяктайт, бул жабдуулардын чыгымдарын натыйжалуу азайтып, кайра иштетүү чыгымдарын азайтып, кайра иштетүүнүн тактыгын жана өндүрүштүн натыйжалуулугун жогорулатат.
(3) Кранк валынын негизги журналы жана шатун журналынын филе прокаттоочу станок кранквалдын чарчоо күчүн жакшыртуу үчүн колдонулат. Статистикалык маалыматтарга ылайык, ийкемдүү темирдин иштөө мөөнөтү филе прокаттан кийин 120% дан 230% га чейин көбөйүшү мүмкүн; филе прокаттагандан кийин жасалма болоттон жасалган кранквалдардын иштөө мөөнөтүн 70%тен 130%ке чейин көбөйтүүгө болот. Прокаттын айлануу күчү иликтүү валдын айлануусунан келип чыгат, ал айлануу башындагы роликтерди айлантууга түрткү берет, ал эми роликтердин басымы май цилиндри тарабынан ишке ашырылат.
