
Үй > Жаңалықтар
Иінді біліктің май тесігінің технологиялық ақауы
2021-06-01
Терең ұңғымаларды бұрғылау тұжырымдамасы:
Машина жасау өнеркәсібінде саңылау тереңдігі саңылау диаметрінен 10 есе асатын цилиндрлік саңылаулар әдетте терең тесіктер деп аталады. Терең саңылаулар әдетте үш түрге бөлінеді: жалпы терең саңылаулар, орташа тереңдіктер және тесу тереңдігінің тесік диаметріне (L/D) қатынасы бойынша арнайы терең саңылаулар.
1 L/D=10~20, бұл жалпы терең тесік. Ол көбінесе бұрғылау прессінде немесе токарлық станокта ұзын бұрғылау үшін қолданылады.
2 L/D=20~30, орташа тереңдіктегі тесікке жатады. Көбінесе ол токарлық станокта өңделеді.
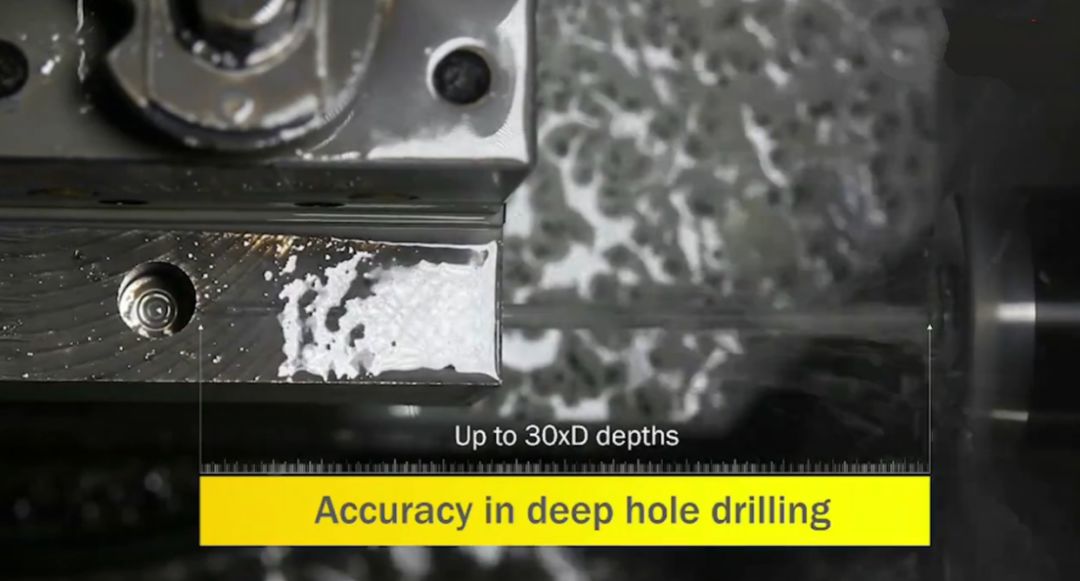
3 L/D=30~100, ол арнайы тесік тереңдігіне жатады. Ол терең ұңғыманы бұрғылау машинасында немесе арнайы жабдықта терең ұңғыманы пайдаланып өңделуі керек.
Терең саңылауларды өңдеудегі қиындықтар:
1. Кесу жағдайын тікелей байқау мүмкін емес. Жоңқаларды алып тастау және бұрғылау тозуын тек дыбыспен, кесуді бақылап, машина жүктемесін, май қысымын және басқа параметрлерді бақылайды.
2. Кесу жылуы оңай берілмейді.
3. Жоңқаларды алу қиын, ал бұрғы кесу бітеліп қалса, бит зақымдалады.
4. Ұзын бұрғылау штангасына, нашар қаттылыққа және жеңіл дірілге байланысты саңылау осі ауытқиды, бұл өңдеу дәлдігі мен өндіріс тиімділігіне әсер етеді.
Иінді біліктің май саңылауын өңдеу мәселесіне назар аударыңыз:
1 Әдетте, тегіс түбі бар бұрғы мен бағыттаушы тесіктің ұзындығы өте жақын. Құралды өзгерту кезінде оператор оны анық көруі керек, әйтпесе құрал соқтығысуы мүмкін.
2 Фаскалық бұрғы саңылауларды кесуді өңдеп жатқанда, саңылау фаскасының өлшемі әртүрлі болады, әдетте жаңа құралды ауыстырғаннан кейін құрал әдетте тозған, (құрал параметрлерді өзгерту арқылы түзетілуі мүмкін). бағдарламада).
3 MQL шығынының төмендеуі терең саңылау бұрғысының сынып кетуіне және өнімнің сынуына әкеледі (мұндай ақаулықты жердегі тексеруден табуға болады және майдың күнделікті тұтынуын да табуға болады).
4 Үшкірленген терең тесік бұрғысын орнатпас бұрын, ішкі салқындату тесігі бітеліп қалғанын тексеріңіз.