Иінді білік қозғалтқыштың негізгі айналмалы бөлігі болып табылады. Шатун орнатылғаннан кейін ол шатунның жоғары және төмен (қайта-қайта) қозғалысын қабылдай алады және оны циклдік (айналмалы) қозғалысқа айналдыра алады.
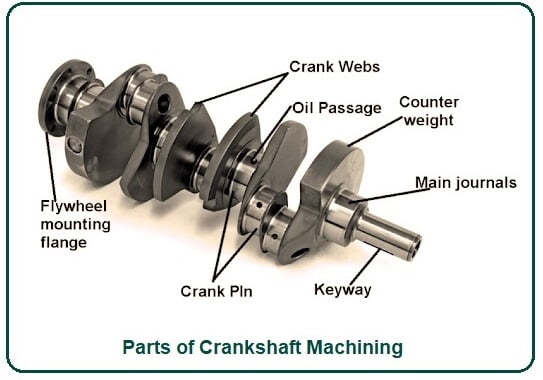
Бұл қозғалтқыштың маңызды бөлігі. Оның материалы көміртекті құрылымдық болаттан немесе иілгіш шойыннан жасалған. Оның екі маңызды бөлігі бар: негізгі журнал, шатун журналы (және басқалар). Цилиндр блогында негізгі журнал орнатылады, шатунның журналы шатунның үлкен шеткі тесігімен, ал шатунның кіші шеткі тесігі цилиндр поршенімен жалғанады, бұл типтік иінді-жылжымалы механизм болып табылады. .
Иінді білікті өңдеу технологиясы
Иінді біліктердің көптеген түрлері бар және кейбір құрылымдық бөлшектері әртүрлі болғанымен, өңдеу технологиясы шамамен бірдей.
Негізгі процесспен таныстыру
(1) Иінді біліктің негізгі журналы мен шатун журналын сыртқы фрезерлеу Иінді білік бөліктерін өңдеу кезінде, дискілі фрезаның құрылымының әсерінен кесу жиегі мен дайындама әрқашан дайындамаға үзік-үзік жанасып тұрады, және әсері бар. Сондықтан тазарту звеносы станоктың барлық кесу жүйесінде басқарылады, бұл өңдеу процесі кезінде қозғалыс саңылауынан туындаған дірілді азайтады, осылайша өңдеу дәлдігі мен құралдың қызмет ету мерзімін жақсартады.
(2) Иінді біліктің негізгі журналын және шатун журналын тегістеу Бақылау тегістеу әдісі айналу орталығы ретінде негізгі журналдың орта сызығын алады және бір қысқышта иінді білік шатунының журналын тегістеуді аяқтайды (оны негізгі үшін де пайдалануға болады) штангаларды тегістеу), ажарлау Шатундық журналдарды кесу әдісі тегістеу доңғалағының берілуін және айналмалы қозғалыстың екі осьтік байланысын басқару болып табылады. иінді біліктің берілуін аяқтау үшін CNC арқылы дайындама. Бақылау тегістеу әдісі бір қысқышты қабылдайды және CNC тегістеу машинасында иінді біліктің негізгі журналын және шатун журналын тегістеуді аяқтайды, бұл жабдықтың шығындарын тиімді төмендетуге, өңдеу шығындарын азайтуға және өңдеу дәлдігі мен өндіріс тиімділігін арттыруға мүмкіндік береді.
(3) Иінді біліктің шаршау күшін жақсарту үшін иінді біліктің негізгі журналы және шатунның филесін илемдейтін станок қолданылады. Статистикалық мәліметтерге сәйкес, шойын иінді білігінің қызмет ету мерзімі филе прокатынан кейін 120% -дан 230% -ға дейін ұлғайтылуы мүмкін; филе прокатынан кейін соғылған болат иінді біліктердің қызмет ету мерзімін 70%-дан 130%-ға дейін арттыруға болады. Домалаудың айналу күші иінді біліктің айналуынан туындайды, ол айналмалы бастиектегі роликтерді айналдыруға бағыттайды, ал роликтердің қысымы май цилиндрімен жүзеге асырылады.
