クランクシャフトはエンジンの主な回転部分です。コネクティングロッドを取り付けると、コネクティングロッドの上下(往復)運動を引き受けて、それを周期(回転)運動に変えることができます。
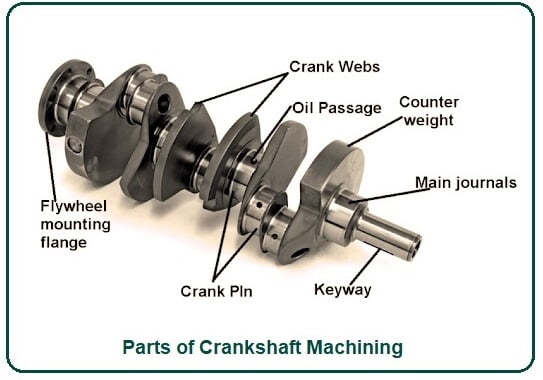
エンジンの重要な部分です。材質は炭素構造用鋼またはダクタイル鋳鉄です。これには、メイン ジャーナル、コネクティング ロッド ジャーナル (その他) という 2 つの重要な部分があります。メインジャーナルはシリンダーブロックに取り付けられ、コンロッドジャーナルはコンロッドの大端穴に接続され、コンロッドの小端穴はシリンダーピストンに接続される、典型的なクランクスライダー機構です。 。
クランクシャフト加工技術
クランクシャフトには多くの種類があり、細部の構造が異なりますが、加工技術はほぼ同じです。
主な工程紹介
(1) クランクシャフトメインジャーナルおよびコンロッドジャーナルの外径フライス加工 クランクシャフト部品の加工中は、ディスクフライス自体の構造の影響により、刃先とワークが常に断続的に接触しており、影響はあります。そのため、工作機械の切削系全体ですきまリンクを制御することで、加工時の移動すきまによる振動を低減し、加工精度と工具寿命を向上させます。
(2) クランクシャフトメインジャーナルとコンロッドジャーナルの研削 トラッキング研削方式は、メインジャーナルの中心線を回転中心とし、一度のクランプでクランクシャフトコンロッドジャーナルの研削を完了します(メインジャーナルにも使用可能)ジャーナル研削)、研削 コンロッドジャーナルを切断する方法は、CNCを介して砥石の送りとワークの回転運動の2軸連動を制御して、クランクシャフトの送りを完了します。トラッキング研削方法は、1回のクランプを採用し、CNC研削盤でクランクシャフトメインジャーナルとコネクティングロッドジャーナルの研削を順番に完了するため、設備コストを効果的に削減し、加工コストを削減し、加工精度と生産効率を向上させることができます。
(3) クランクシャフトメインジャーナルとコンロッドジャーナルフィレットローリング工作機械は、クランクシャフトの疲労強度を向上させるために使用されます。統計によると、フィレット圧延後のダクタイル鋳鉄クランクシャフトの寿命は 120% ~ 230% 延長できます。フィレット圧延後の鍛造鋼製クランクシャフトの寿命は 70% ~ 130% 延長できます。ローリングの回転力はクランクシャフトの回転によって得られ、これによってローリングヘッド内のローラーが回転駆動され、ローラーの圧力はオイルシリンダーによって実現されます。
