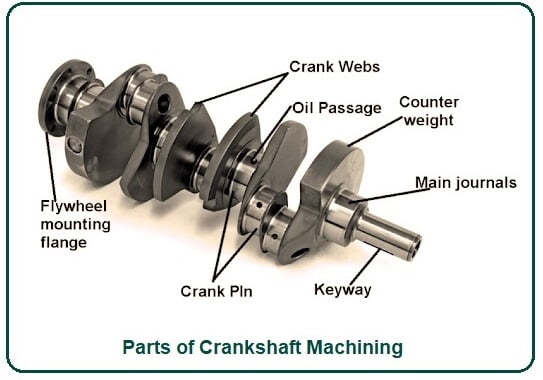
Väntvõll on mootori peamine pöörlev osa. Pärast ühendusvarda paigaldamist saab see ühendusvarda üles-alla (edasi-tagasi) liigutada ja muuta selle tsükliliseks (pöörlevaks) liikumiseks.
See on mootori oluline osa. Selle materjal on valmistatud süsinikkonstruktsiooniterasest või kõrgtugevast malmist. Sellel on kaks olulist osa: põhileht, ühendusvarda kang (ja teised). Peamine tihvt paigaldatakse silindriplokile, ühendusvarda kang on ühendatud ühendusvarda suure otsaauguga ja ühendusvarda väike otsaava on ühendatud silindri kolviga, mis on tüüpiline vänt-liugur mehhanism .
Väntvõlli töötlemise tehnoloogia
Kuigi väntvõlli on mitut tüüpi ja mõned konstruktsioonidetailid on erinevad, on töötlemistehnoloogia ligikaudu sama.
Põhiprotsessi tutvustus
(1) Väntvõlli peavarda ja ühendusvarda võlli väline freesimine Väntvõlli osade töötlemisel on ketasfreesi enda konstruktsiooni mõjul lõikeserv ja toorik alati toorikuga katkendlikus kontaktis ning mõju on olemas. Seetõttu juhitakse kliirensit kogu tööpingi lõikesüsteemis, mis vähendab töötlusprotsessi ajal liikumisvabast põhjustatud vibratsiooni, parandades seeläbi töötluse täpsust ja tööriista kasutusiga.
(2) Väntvõlli ühendusvarda tihvti ja ühendusvarda tihvti lihvimine Jälgimislihvimismeetodil võetakse pöörlemiskeskmeks põhirõnga keskjoon ja lõpetatakse väntvõlli ühendusvarda tihvti lihvimine ühe kinnitusega (seda saab kasutada ka peamiseks tihvti lihvimine), lihvimine Ühendusvarda tihvtide lõikamise meetod on lihvketta etteande ja tooriku pöörleva liikumise kaheteljelise ühenduse juhtimine läbi CNC. lõpetage väntvõlli etteanne. Jälgimislihvimismeetod võtab kasutusele ühe kinnituse ja lõpetab väntvõlli peamise ja ühendusvarda kaane lihvimise omakorda CNC-lihvimismasinas, mis võib tõhusalt vähendada seadmekulusid, vähendada töötlemiskulusid ning parandada töötlemise täpsust ja tootmise efektiivsust.
(3) Väntvõlli peavarda ja ühendusvarda kahvli filee valtsimise tööpinki kasutatakse väntvõlli väsimustugevuse parandamiseks. Statistika kohaselt saab kõrgtugevast malmist väntvõlli eluiga pärast filee valtsimist pikendada 120% kuni 230%; sepistatud terasest väntvõllide eluiga pärast filee valtsimist saab pikendada 70% kuni 130%. Rullimise pöörlemisjõud tuleneb väntvõlli pöörlemisest, mis paneb veerepeas olevad rullid pöörlema, ja rullide survet rakendab õlisilinder.
