
Problema sa proseso sa lungag sa lana sa crankshaft
2021-06-01
Konsepto sa deep hole drilling:
Sa industriya sa paghimo sa makinarya, ang mga cylindrical nga mga lungag nga adunay giladmon nga lungag nga labaw sa 10 ka beses ang diametro sa lungag sagad gitawag nga lawom nga mga lungag. Ang lawom nga mga lungag sagad gibahin sa tulo nga mga klase: kinatibuk-ang lawom nga mga lungag, medium nga lawom nga mga lungag ug espesyal nga lawom nga mga lungag sumala sa ratio sa giladmon sa pagtusok sa diametro sa lungag (L /D).
1 L / D = 10 ~ 20, kini usa ka kinatibuk-ang lawom nga lungag. Kanunay kini nga gigamit alang sa taas nga twist nga pag-drill sa usa ka drill press o usa ka lathe.
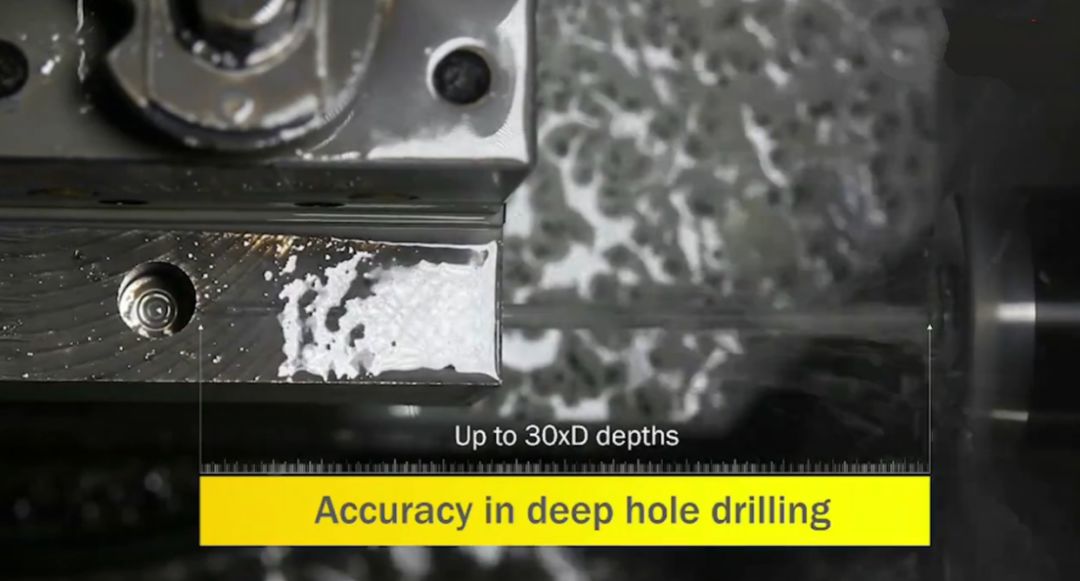
2 L/D=20~30, kini iya sa medium lawom nga lungag. Kanunay kini nga giproseso sa usa ka lathe.
3 L / D = 30 ~ 100, nga iya sa espesyal nga giladmon sa lungag. Kinahanglang iproseso kini sa deep hole drilling machine o espesyal nga ekipo gamit ang deep hole drill.
Mga kalisud sa pagproseso sa lawom nga lungag:
1. Ang pagputol nga sitwasyon dili direktang maobserbahan. Judge chip removal ug drill wear lamang pinaagi sa tingog, pagtan-aw sa pagputol, pag-obserbar sa load sa makina, presyur sa lana ug uban pang mga parameter.
2. Ang pagputol sa kainit dili dali mapasa.
3. Lisud ang pagtangtang sa chip, ug ang drill bit madaot kon kini makasugat og pagputol nga pagbabag.
4. Tungod sa taas nga drill rod, dili maayo nga rigidity, ug sayon nga vibration, ang hole axis mapasilong, nga makaapekto sa machining accuracy ug production efficiency.
Hatagi'g pagtagad ang problema sa pagproseso sa lungag sa lana sa crankshaft:
1 Kasagaran, ang gitas-on sa flat-bottom drill ug ang giya nga lungag duol kaayo. Kung gibag-o ang himan, kinahanglan nga makita kini sa operator nga klaro, kung dili ang panghitabo sa pagbangga sa himan lagmit nga mahitabo.
2 Sa diha nga ang chamfer drill mao ang pagproseso sa chamfering sa lungag, ang gidak-on sa chamfer sa lungag mahimong lain-laing mga, kasagaran human sa bag-o nga himan nga mausab, ang himan mao ang kasagaran guba, (ang himan mahimong matul-id pinaagi sa pag-usab sa mga parameter. sa programa).
3 Ang pagkunhod sa rate sa dagan sa MQL mahimong hinungdan nga mabuak ang lawom nga hole drill ug matangtang ang produkto (kini nga klase sa problema makit-an sa inspeksyon sa lugar, ug makit-an usab ang adlaw-adlaw nga pagkonsumo sa lana).
4 Sa dili pa i-install ang gipahait nga deep hole drill, susiha kon ang internal cooling hole ba gibabagan.