Каленчаты вал з'яўляецца асноўнай верціцца часткай рухавіка. Пасля ўстаноўкі шатуна ён можа здзяйсняць зваротна-паступальны рух шатуна ўверх і ўніз і ператвараць яго ў цыклічны (вярчальны) рух.
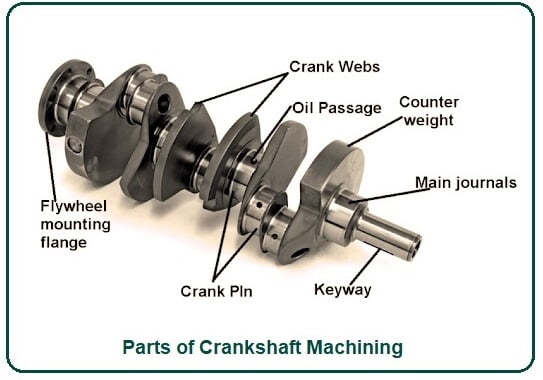
Гэта важная частка рухавіка. Яе матэрыял вырабляюць з вугляродзістай канструкцыйнай сталі або каванага чыгуну. Ён мае дзве важныя часткі: галоўную шыйку, шатунную шыйку (і іншыя). Асноўная шыйка ўсталявана на блоку цыліндраў, шатунная цапфа злучана з вялікім канцавым адтулінай шатуна, а малая канцавая адтуліна шатуна злучана з поршнем цыліндру, які з'яўляецца тыповым крывашыпна-паўзунковым механізмам .
Тэхналогія апрацоўкі каленчатага вала
Хоць тыпаў каленчатых валаў шмат і некаторыя канструктыўныя дэталі адрозніваюцца, тэхналогія апрацоўкі прыкладна аднолькавая.
Увядзенне ў асноўны працэс
(1) Знешняе фрэзераванне асноўнай шэйкі каленчатага вала і шатуннай шэйкі Падчас апрацоўкі дэталяў каленчатага вала, з-за ўплыву самой структуры дыскавай фрэзы, рэжучая абза і нарыхтоўка заўсёды знаходзяцца ў перыядычным кантакце з нарыхтоўкай, і ёсць уплыў. Такім чынам, звяно зазору кантралюецца ва ўсёй рэжучай сістэме станка, што памяншае вібрацыю, выкліканую зазорам руху ў працэсе апрацоўкі, тым самым паляпшаючы дакладнасць апрацоўкі і тэрмін службы інструмента.
(2) Шліфоўка асноўнай шыйкі каленчатага вала і шатуна. Метад шліфавання з адсочваннем бярэ цэнтральную лінію асноўнай шатуна ў якасці цэнтра кручэння і завяршае шліфаванне шатуна каленчатага вала адным заціскам (яго таксама можна выкарыстоўваць для асноўнага шліфаванне шатуна), шліфаванне. Спосаб наразання шатунных шатунаў заключаецца ў кантролі падачы шліфавальнага круга і Двухвосевая сувязь круцільнага руху нарыхтоўкі праз ЧПУ для завяршэння падачы каленчатага вала. Метад шліфавання з адсочваннем выкарыстоўвае адно зацісканне і завяршае шліфаванне асноўнай шыйкі каленчатага вала і шатуннай шатуна па чарзе на шліфавальным станку з ЧПУ, што можа эфектыўна знізіць выдаткі на абсталяванне, знізіць выдаткі на апрацоўку і павысіць дакладнасць апрацоўкі і эфектыўнасць вытворчасці.
(3) Станок для пракаткі карэнных шатунаў каленчатага вала і шатунных шатунаў выкарыстоўваецца для павышэння трываласці каленчатага вала на стомленасць. Паводле статыстыкі, тэрмін службы каленчатага вала з каванага чыгуну пасля галтавой пракаткі можа быць павялічаны на 120% да 230%; тэрмін службы каленчатых валаў з каванай сталі пасля галтавой пракаткі можа быць павялічаны на 70% - 130%. Магутнасць качэння адбываецца ад кручэння каленчатага вала, які прыводзіць у рух ролікі ў галоўцы качэння, а ціск на ролікі ажыццяўляецца масляным цыліндрам.
