Kľukový hriadeľ je hlavnou rotačnou časťou motora. Po nainštalovaní ojnice môže vykonávať pohyb ojnice hore a dole (vratný) a premeniť ju na cyklický (rotačný) pohyb.
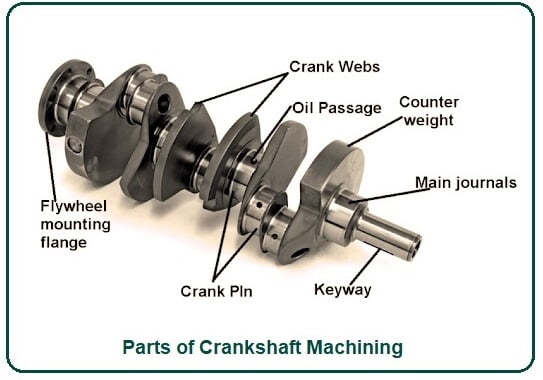
Je to dôležitá súčasť motora. Jeho materiál je vyrobený z uhlíkovej konštrukčnej ocele alebo z tvárnej liatiny. Má dve dôležité časti: hlavný čap, čap ojnice (a ďalšie). Hlavný čap je namontovaný na bloku valca, čap ojnice je spojený s veľkým koncovým otvorom ojnice a malý koncový otvor ojnice je spojený s piestom valca, čo je typický kľukový posuvný mechanizmus. .
Technológia spracovania kľukového hriadeľa
Hoci existuje veľa typov kľukových hriadeľov a niektoré konštrukčné detaily sú odlišné, technológia spracovania je približne rovnaká.
Úvod do hlavného procesu
(1) Vonkajšie frézovanie hlavného čapu kľukového hriadeľa a čapu ojnice Počas spracovania dielov kľukového hriadeľa vplyvom samotnej konštrukcie kotúčovej frézy je rezná hrana a obrobok vždy v prerušovanom kontakte s obrobkom a je tam vplyv. Preto je v celom reznom systéme obrábacieho stroja riadená väzba vôle, čo znižuje vibrácie spôsobené vôľou pohybu počas procesu obrábania, čím sa zlepšuje presnosť obrábania a životnosť nástroja.
(2) Brúsenie hlavného čapu kľukového hriadeľa a čapu ojnice Metóda brúsenia so sledovaním berie strednú os hlavného čapu ako stred otáčania a dokončuje brúsenie čapu ojnice kľukového hriadeľa pri jednom upnutí (možno ho použiť aj pre hlavný čap brúsenie čapu), brúsenie Metóda rezania ojničných čapov spočíva v riadení posuvu brúsneho kotúča a dvojosového prepojenia rotačného pohybu obrobku pomocou CNC na dokončenie posuvu brúsneho kotúča. kľukový hriadeľ. Metóda brúsenia so sledovaním využíva jedno upnutie a dokončuje brúsenie hlavného čapu kľukového hriadeľa a čapu ojnice na CNC brúske, čo môže účinne znížiť náklady na zariadenie, znížiť náklady na spracovanie a zlepšiť presnosť spracovania a efektivitu výroby.
(3) Obrábací stroj na valcovanie hlavného čapu kľukového hriadeľa a čapu ojnice sa používa na zlepšenie únavovej pevnosti kľukového hriadeľa. Podľa štatistík sa životnosť kľukového hriadeľa z tvárnej liatiny po valcovaní filé môže zvýšiť o 120 % až 230 %; životnosť kľukových hriadeľov z kovanej ocele po valcovaní zaoblenia sa môže zvýšiť o 70 % až 130 %. Rotačná sila valcovania pochádza z otáčania kľukového hriadeľa, ktorý poháňa valce vo valcovacej hlave, aby sa otáčali, a tlak valcov je realizovaný olejovým valcom.
