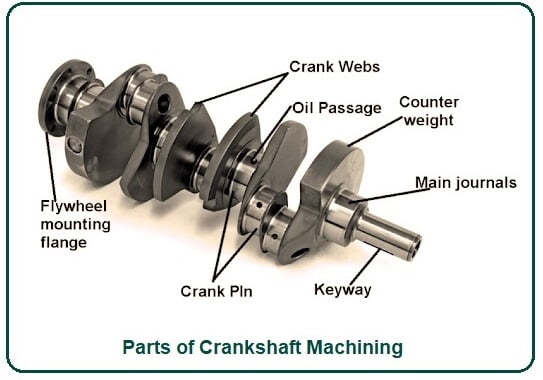
Radilica je glavni rotirajući dio motora. Nakon što je klipnjača postavljena, ona može poduzeti gore-dolje (klipno) kretanje klipnjače i pretvoriti ga u cikličko (rotirajuće) kretanje.
To je važan dio motora. Njegov materijal je izrađen od ugljičnog konstrukcijskog čelika ili nodularnog lijeva. Ima dva važna dijela: glavni rukavac, rukavac klipnjače (i druge). Glavni rukavac ugrađen je na blok cilindra, rukavac klipnjače povezan je s velikim krajnjim otvorom klipnjače, a mali krajnji otvor klipnjače povezan je s klipom cilindra, što je tipičan mehanizam s radilicom. .
Tehnologija obrade koljenastog vratila
Iako postoji mnogo vrsta koljenastih vratila i neki strukturni detalji su različiti, tehnologija obrade je otprilike ista.
Uvod u glavni proces
(1) Vanjsko glodanje glavnog rukavca koljenastog vratila i rukavca klipnjače Tijekom obrade dijelova koljenastog vratila, zbog utjecaja strukture samog diskastog glodala, rezna oštrica i obradak uvijek su u povremenom kontaktu s obratkom, a postoji utjecaj. Zbog toga se veza zazora kontrolira u cijelom sustavu rezanja alatnog stroja, što smanjuje vibracije uzrokovane zazorom pomicanja tijekom procesa obrade, čime se poboljšava točnost obrade i životni vijek alata.
(2) Brušenje glavnog rukavca radilice i rukavca klipnjače Metoda praćenja brušenja uzima središnju liniju glavnog rukavca kao središte rotacije i dovršava brušenje rukavca klipnjače radilice jednim stezanjem (može se koristiti i za glavni brušenje klipnjače), brušenje Metoda rezanja klipnjače je kontrolirati posmak brusne ploče i dvoosno povezivanje rotacijskog gibanja obratka kroz CNC za dovršetak posmaka koljenastog vratila. Metoda praćenja brušenja usvaja jedno stezanje i dovršava brušenje glavnog rukavca koljenastog vratila i rukavca klipnjače redom na CNC stroju za brušenje, što može učinkovito smanjiti troškove opreme, smanjiti troškove obrade i poboljšati točnost obrade i učinkovitost proizvodnje.
(3) Alat za valjanje uglova glavnog rukavca radilice i klipnjače koristi se za poboljšanje otpornosti radilice na zamor. Prema statistici, životni vijek radilice od nodularnog lijeva nakon uglatog valjanja može se povećati za 120% do 230%; životni vijek koljenastih čeličnih radilica nakon uglatog valjanja može se povećati za 70% do 130%. Rotacijska snaga kotrljanja dolazi od rotacije koljenastog vratila, koje pokreće valjke u glavi za kotrljanje na rotaciju, a pritisak valjaka ostvaruje uljni cilindar.
