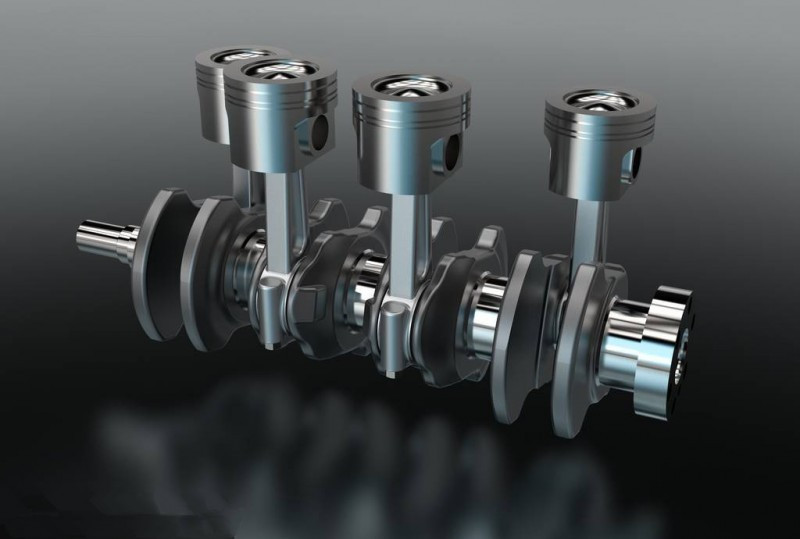
Krumtapakslens funktion er at omdanne gastrykket fra stempelforbindelsesstangsgruppen til drejningsmoment for ekstern output og at drive ventiltoget og andre hjælpeanordninger. De fleste af dem er lavet af højkvalitets medium kulstofstål, medium legeret kulstofstål eller kuglegrafitstøbejern. Strukturen af krumtapakslen omfatter foraksel, hovedtap, plejlstangstap, krumtap, kontravægt, bagaksel osv., og der er oliepassager, der løber gennem hovedtappen, krumtappen og plejlstangen for at smøre hovedtappen og plejlstangen . Tidsskrift. Fordi det vil blive udsat for forskellige kræfter under brug, vil der være en vis mængde slid, og forskellige dele har forskellige slidegenskaber.
Slidegenskaber for hovedtappen og hovedlejebøsningen
Slid på hovedtappen langs den aksiale retning skal være ensartet, og mængden af slid i radial retning er ujævn, og der vil være en lille elliptiskhed. Da mellemtappen ofte udsættes for større kraft, er dens slidmængde ofte større end den af de to ender. Det radiale slid på hovedlejebøsningen svarer til hovedtappens. Den største sliddel er på det nederste leje, og sliddet på den mellemliggende lejebøsning er større end på de to ender.
Slidegenskaber for plejlstangstappen og plejlstangsbøsningen
Det radiale slid på plejlstængerne og lejerne er ujævnt, og sliddet på indersiden er relativt stort. Det ujævne slid bevirker, at plejlstangstappen danner en vis ellipse i radial retning, og den aksiale retning er generelt ensartet. Plejlstangen med asymmetrisk storendestruktur vil blive tilspidset efter slid på grund af ujævn belastningsfordeling på plejlstangstappen; plejlstangen med en symmetrisk storendestruktur vil give de samme konsekvenser, hvis den bøjes.
Den mest slidte del af plejlstangstappen er generelt på indersiden af hver tapp, dvs. på siden af krumtapakselens midterlinje, således at tappen er ude af rund; og den del, der slides ind i en kegle, er generelt på den side af smøreoliepassagen, hvor urenheder er fastgjort. På siden og det sted, hvor kraften er stor.
Slid på krumtapakslen kan måles med et mikrometer. Slid på krumtapakslens korte aksel skal hovedsageligt inspiceres for rundhedsfejl, og for de lange tappene skal rundheds- og cylindricitetsfejl efterses. Den specifikke målemetode er: Tag to sektioner for hver journal, og tag to point for hver sektion. Halvdelen af forskellen mellem den maksimale diameter og den mindste diameter af samme sektion er rundhedsfejlen; halvdelen af forskellen mellem den maksimale diameter og den mindste diameter i de to sektioner er cylindricitetsfejlen. Under normale arbejdsforhold er sliddet på krumtapakslen ekstremt lille, generelt ikke over 0,01 mm, og cylindriciteten er endnu mindre end 0,0025 mm.
Almindelige former for skader på krumtapakslen omfatter slid på tappen, revner, forbrændinger, bøjninger eller brud osv. Vi kan analysere motorens arbejdstilstand og årsagen til skader fra krumtapakslens slidtilstand. For eksempel er mængden af krumtapakselslid for stor, og lejebøsningen lækker endda baggrundsfarven. Denne situation er generelt forårsaget af dårlig smøring, lavt olietryk og olie, der ikke opfylder kravene til brug. Krumtapakselcylinderen er for stor, hvilket indikerer, at motoren har arbejdet under hård belastning i lang tid. ; Krumtapakslen brænder, blåner, låser, skal være forårsaget af dårlig smøring, det mest almindelige er mangel på olie.