Klikový hřídel je hlavní rotační částí motoru. Po instalaci ojnice může provádět pohyb ojnice nahoru a dolů (vratný) a přeměnit ji na cyklický (otočný) pohyb.
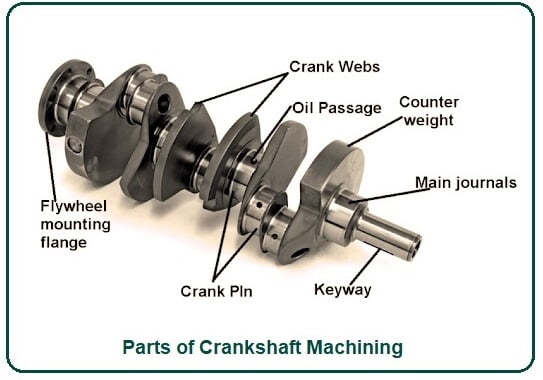
Je to důležitá součást motoru. Jeho materiál je vyroben z uhlíkové konstrukční oceli nebo tvárné litiny. Má dvě důležité části: hlavní čep, čep ojnice (a další). Hlavní čep je instalován na bloku válců, čep ojnice je spojen s velkým koncovým otvorem ojnice a malý koncový otvor ojnice je spojen s pístem válce, což je typický klikový posuvný mechanismus .
Technologie zpracování klikového hřídele
Přestože existuje mnoho typů klikových hřídelí a některé konstrukční detaily se liší, technologie zpracování je zhruba stejná.
Úvod do hlavního procesu
(1) Vnější frézování hlavního čepu klikového hřídele a čepu ojnice Při opracování dílů klikového hřídele je vlivem konstrukce samotné kotoučové frézy břit a obrobek vždy v přerušovaném kontaktu s obrobkem a tam je dopad. Proto je v celém řezném systému obráběcího stroje řízena vůlí, což snižuje vibrace způsobené pohybovou vůlí během obráběcího procesu, čímž se zlepšuje přesnost obrábění a životnost nástroje.
(2) Broušení hlavního čepu klikového hřídele a čepu ojnice Metoda broušení se stopou bere za střed otáčení středovou osu hlavního čepu a dokončuje broušení čepu ojnice klikového hřídele jedním upnutím (lze použít i pro hlavní čep broušení čepů), broušení Způsob řezání čepů ojnice spočívá v řízení posuvu brusného kotouče a dvouosého propojení rotačního pohybu obrobku pomocí CNC pro dokončení posuvu brusného kotouče. klikový hřídel. Metoda broušení se sledováním využívá jedno upnutí a dokončuje broušení hlavního čepu klikového hřídele a čepu ojnice na CNC brusce, což může účinně snížit náklady na zařízení, snížit náklady na zpracování a zlepšit přesnost zpracování a efektivitu výroby.
(3) Obráběcí stroj na válcování zaoblení hlavního čepu klikového hřídele a čepu ojnice se používá ke zlepšení únavové pevnosti klikového hřídele. Podle statistik může být životnost klikového hřídele z tvárné litiny po válcování zaoblení zvýšena o 120 % až 230 %; životnost klikových hřídelí z kované oceli po válcování zaoblení může být zvýšena o 70 % až 130 %. Rotační síla válcování pochází z rotace klikového hřídele, který pohání válečky ve válcovací hlavě k otáčení, a tlak válců je realizován olejovým válcem.
